

环面蜗杆位于喉部的导程角。环面蜗杆是变直径蜗杆,在不同部位其导程角亦不同,蜗杆喉部分度圆直径最小,其导程角最大。
环面蜗杆中,齿顶圆环面的内圆所在部位,称环面蜗杆的喉部,它位在计算平面上,是蜗杆外廓尺寸最小的部位(图5-172)。
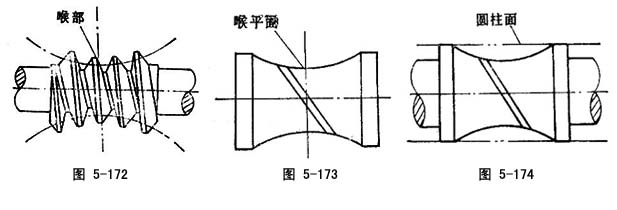
包含连心线)。它和环面蜗杆的计算平面相重合。亦即环面蜗杆上各圆环曲面的内圆所在平面。
环面蜗杆齿顶圆环面的内圆, ∑=90°时亦即蜗杆齿顶曲面与计算平面的交线)。
![]()
环面蜗杆分度圆环面蜗杆分度圆环面的内圆, ∑=90°时亦即分度曲面和计算平面的相交圆(图5-176)。
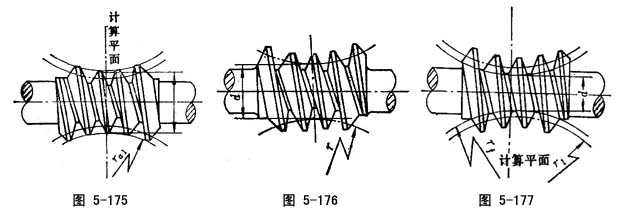
环面蜗杆齿根圆环面蜗杆齿根圆环面的内圆, ∑=90°时亦是齿根曲面与计算平面的相交圆(图5-177)。
蜗杆齿顶圆环面在环面蜗杆中,轮齿顶部曲面是圆环面,称蜗杆齿顶圆环面。它和分度圆环面具有同一个中性圆,同一轴线(即蜗杆轴线)。母圆半径为r
分度圆环面蜗轮或环面蜗杆的分度曲面是圆环面称分度圆环环面。对于环面蜗杆(或圆柱蜗杆)相配的蜗轮指的是一个约定的与蜗轮同轴的圆环面,其母圆是相啮蜗杆的节圆。对于环面蜗杆,指的是一个约定的与蜗杆同轴的假想圆环面。母圆是与其相啮蜗轮的一个圆,这个圆与蜗杆分度圆相切,当蜗杆与蜗轮在标准啮合的情况下,其母圆则是相应的分度圆(图5-178)。
蜗杆齿根圆环面在环面蜗杆中,与齿槽底面相切的圆环面,称蜗杆齿根圆环面。它与分度圆环面具有同一个中性圆和轴线(即蜗杆轴线),母圆半径r
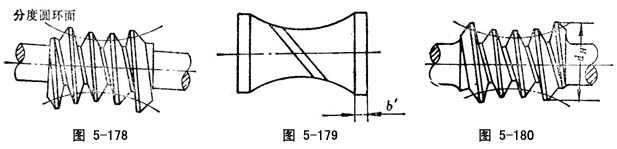
蜗杆最大圆环面蜗杆齿顶圆环面的实体部分与其端平面相交所获得的圆(图5-180)。

理论包容角在环面蜗杆副的中间平面内,切于形成圆垂直蜗杆轴的两条直线间,蜗轮分度圆弧所对的圆心角2φ
工作包容齿数在环面蜗杆副中,工作包角内,所含的蜗轮齿数,也就是参于工作的蜗轮齿数z′,它和蜗轮齿数之关系一般为z′=z
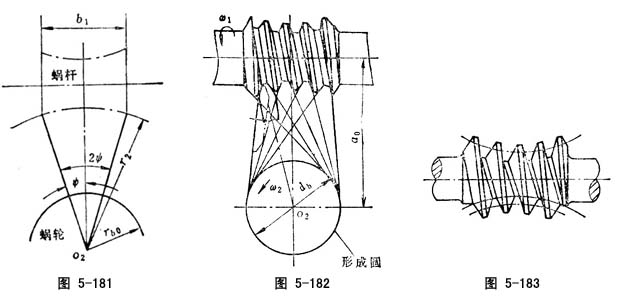
工作包容角环面蜗杆有效工作螺旋,两端的端平面之间蜗轮分度圆弧,所对的蜗轮圆心角,称工作包容角,其半称工作包容半角(图5-181)。
直廓环面蜗杆形成圆在直廓环面蜗杆副的中间平面内,蜗杆轮齿两侧直廓的延长线所切的圆,该圆一般情况下与蜗轮同心。形成圆亦是与成形车刀两刃廓直线)。
蜗杆工作齿宽蜗杆实际包容齿数,在蜗杆轴向方向度量所对应的蜗轮分度圆弦长。
蜗杆加工起始角(起始角)成形车刀在加工直廓环面蜗杆的过程中,在中间平面内,车刀刃廓开始进入切削时,刃廓直线与垂直蜗杆轴线的方向线所夹锐角。其值等于压力角与工作包容角之差。
计算平面在环面蜗杆副中,垂直蜗杆轴线,包含其连心线°时亦包含蜗轮轴线)的平面。是蜗杆的一个端平面。它是和中间平面垂直相交的平面,蜗杆的最小直径位在该平面内,表示蜗杆大小的几何尺寸在该平面内计算,故称环面蜗杆副的计算平面,简称计算平面。
环面蜗杆分度曲面为圆环面的蜗杆,称环面蜗杆。这种蜗杆的分度曲面所使用的只是圆环面的一部分内表面,这一部分内表面含有该圆环面的整个内圆(图5-183)。
一个与蜗杆轴线位于同一平面内的形成圆,其上固连两条成既定角2 的切线刀刃,当蜗杆与形成圆按给定角速比各绕自身轴线和圆心转动时,两切线车刀刃的轨迹面即蜗杆螺旋面,它属于车削型蜗杆。蜗杆齿面为不可展曲面。直廓环面蜗杆分“原始型”与“修正型”两种。
不可展环面蜗杆用两把成形车刀在专用机床上,按轨迹原理成形的直廓环面蜗杆,其齿面是不可展直纹面,故称这种环面蜗杆为不可展环面蜗杆。
直廓环面蜗轮直廓环面蜗轮是以直廓环面蜗杆为刀具,用直接展成法加工出来的螺旋面齿轮。齿体的分度曲面呈圆环面,其理论齿面是直廓环面蜗杆螺旋面的包络面。
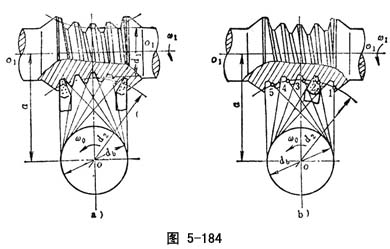
“原始型”直廓环面蜗杆直刃成形车刀切制蜗杆螺旋面时,若形成圆与蜗杆的中心距a
0、传动比i0都与蜗杆副的中心距a、传动比i分别相同,则这时加工出来的环面蜗杆即“原始型”直廓环面蜗杆。其主要特点是:蜗杆毛坯与刀具的角速比为常数。
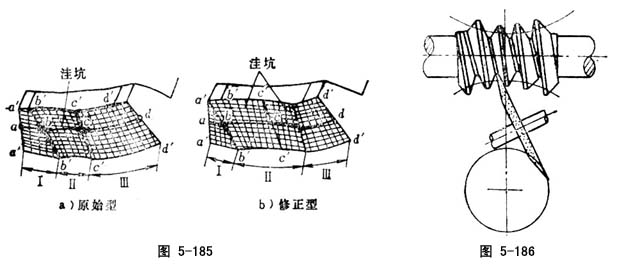
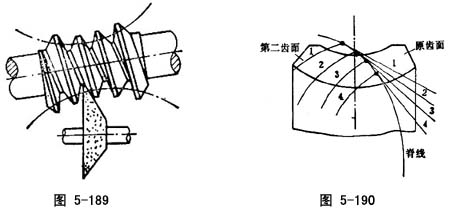
“原始型”直廓环面蜗杆配对蜗轮齿面蜗轮齿面是用“原始型”直廓环面蜗杆滚刀加工而成的,其蜗轮齿面沿齿长方向分成三个区域,Ⅱ,Ⅲ区域之间的分界线c′-c′,恰在蜗轮中间,称中间脊线),Ⅱ区是共轭区,亦即有效工作区。I,Ⅲ区为边切区。相对Ⅰ,Ⅲ区,Ⅱ区呈现凹陷状态,称“洼坑”(图5-185),“洼坑”呈现于否是影响承载能力,传动效率的关键因素。“修正型”可明显扩大Ⅱ区(图b),亦即使有效工作区增大。
可展环面蜗杆用平面齿轮为产形轮展成加工成的环面蜗杆称可展环面蜗杯,亦即用盘形平面铣刀或平面砂轮在专用机床上,按展成原理包络形成的环面蜗杆,其齿面是可展曲面。
平面包络环面蜗杆(TP蜗杆)以直齿或斜齿平面齿轮为产形轮(工具轮)而展成的环面蜗杆,称为平面包络环面蜗杆。具体的说:相当平面蜗轮齿面的产形轮刃面,按照既定的传动比与中心距,相对蜗杆毛坯运动时刃面的包络面,即蜗杆螺旋面。产形轮可为盘形铣刀、亦可为刃面切于形成圆柱面(或形成圆锥面)的砂轮,如图5-186所示。
平面包络环面蜗杆分直齿平面包络环面蜗杆与斜齿平面包络环面蜗杆两种。由于产形齿轮工艺简便,精度高,所以可获得高精度的硬齿面蜗杆。

的二类界限线,它把齿面分成啮合区和非啮合区两部分,在啮合区内的点可以成为二次作用点。齿面∑
由齿面呈圆锥形状的产形轮所展成的环面蜗杆,亦即蜗杆齿面是锥形直廓圆盘铣刀或圆盘砂轮的包络面。该蜗杆具有良好的磨削工艺,可获得高精度硬齿面蜗杆。该蜗杆齿面形成可分三种情况:圆盘铣刀轴线与蜗轮轴线位在齿面的同侧,齿面为凸的圆锥面;圆锥面轴线与蜗轮轴线位在齿面的异侧,齿面为凹形圆锥面,圆锥轴线同时垂直于蜗轮轴线和蜗杆轴线。有的文献上分别称Ⅰ型、Ⅱ型、Ⅲ型(亦即TK
![]()
![]()
),国内目前仅用第1种情况的锥面包络环面蜗杆。蜗杆齿面的形成过程,就是产形蜗轮(齿轮)与蜗杆按照即定传动比与中心距的啮合过程(图5-189)。
用平面产形轮展成环面蜗杆的过程中,选定的中心距a0及传动比i0分别与蜗杆副的名义中心距a及传动i相等,这时加工出来的环面蜗杆称“原始型”平面包络环面蜗杆。这种蜗杆的不足是,不易获得正确齿形,易产生磨齿不足现象,组成的蜗杆副啮合特性也不理想,所以目前普遍采用“修正型”而很少用“原始型”。
组成“一次包络环面蜗杆副”的蜗杆。见“一次包络环面蜗杆副”。二次包络环面蜗杆
平面蜗轮(P蜗轮)齿面形状为平面(齿廓为直线的齿轮),它与环面蜗杆组成交错轴蜗杆副时,称这个平面齿轮为平面蜗轮。
平面蜗轮的齿面分直齿和斜齿两种。直齿平面蜗轮的齿面与其轴线平行,其齿面扩展后与一个和蜗轮同轴线的圆柱相切,这个圆柱面称“形成圆柱面”。斜齿平面齿轮的齿面与其轴线不平行,且齿面扩展后与一个和蜗轮同轴线的圆锥面相切,这个圆锥面称“成形圆锥面”。
由直齿(或斜齿)渐开线齿轮为产形轮,展成加工成的环面蜗杆。蜗杆齿面是直齿(或斜齿)渐开线圆柱齿轮齿面的包络面,蜗杆齿面的形成过程,就是在既定传动比与中心距的条件下,蜗杆副的啮合过程。产形轮工艺良好,蜗杆磨齿困难。
法向直廓环面蜗杆属于车削型环面蜗杆。当成形车刀刃面置在蜗杆齿槽法向平面时,若车刀与蜗杆按照给定的传动比和中心距,各自绕形成圆圆心与蜗杆轴线转动,则车刀刃廓的轨迹面即法向直廓环面蜗杆的螺旋面。该蜗杆车削工艺良好。
直廓环面蜗杆是兴德雷(Hindley)于1865年在英国发明的,故直廓环面蜗杆可称兴德雷蜗杆。
由齿廓为圆弧(或凸圆弧,或凹圆弧,或双圆弧)的直齿或斜齿(螺旋齿)圆柱齿轮为产形轮,展成的环面蜗杆。其齿面是圆弧齿面的包络面。产形轮工艺尚好,蜗杆磨齿困难。
“原始型”直廓环面蜗杆副经长期跑合,其蜗杆齿面的磨损量是随位置的不同而变化,即磨损量是蜗杆齿面坐标位置的函数△φ=f(φ),以这个函数关系绘成的曲线称“原始型”直廓环面蜗杆磨损曲线中,△φ为磨损量, φ
为蜗杆齿面不同点处相应蜗轮分度圆弧所对应的圆心角。由图可以看出入口处磨损比出口处严重。磨损最小的点偏向出口。实验证明长期跑合后直廓环面蜗杆是变导程(齿厚)蜗杆,齿面磨损后的环面蜗杆副啮合区增大,承载能力明显提高,显然该曲线是蜗杆齿厚的理想状态,也是切制“修正形”蜗杆的理论依据(图5-191)。
加工环面蜗杆时,通过修形工艺,使蜗杆分度圆环面上的蜗杆螺旋线变化,符合抛物线规律,这种蜗杆修形方法称抛物线修形。
是直廓环面蜗杆的最理想修形方法,是蜗杆齿厚修形曲线与蜗杆齿厚磨损曲线相吻合的一种修形方法。该方法是通过辅加在机床上的特殊机构使刀具相对蜗杆产生变速运动实现的。这种方法工艺复杂不好实现,所以目前也很少应用。为了实现入口处的人工油涵,通常在入口端尚需修缘(图5-192)。
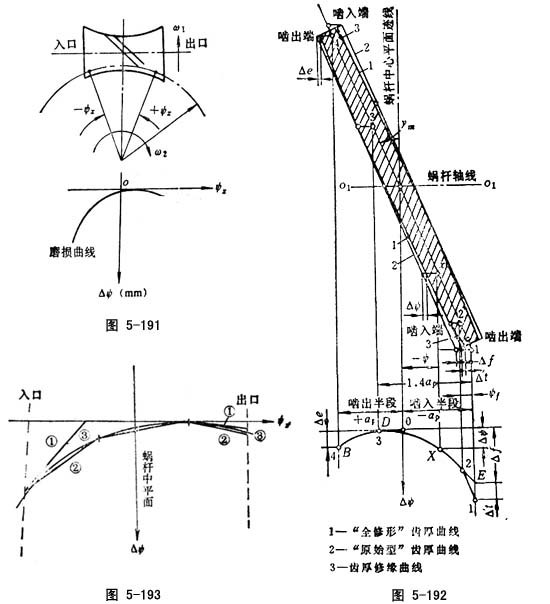
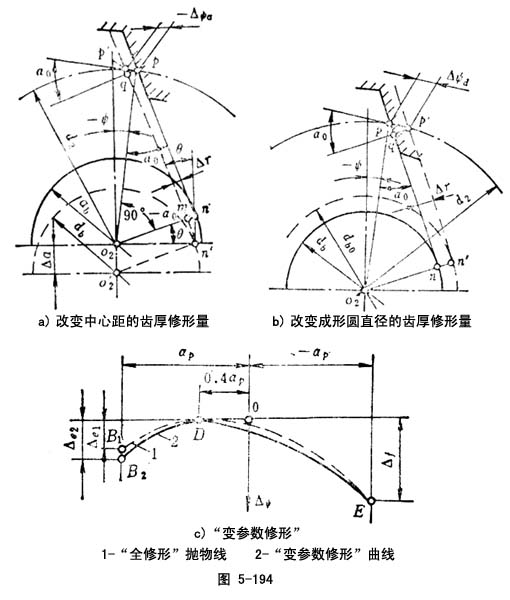
倒坡修形是直廓环面蜗杆的一种修形方法。蜗杆齿厚变化规律符合其“磨损曲线”是最理想的结果。采用折线代替“磨损曲线”的修形方法称“倒坡修形”,“倒坡修形”有两种,其一是“二次倒坡修形”,其二是“三次倒坡修形”。“倒坡修形”是利用改变中心距a
与蜗杆沿轴向移动一个定值实现的。该方法使用效果不好,目前很少应用。图5-193中,①为二次倒坡折线,②为三次倒坡折线,③为磨损曲线。
及分度挂轮速比,实现的近似“全修形”的一种修形方法。修形效果很接近“全修形”,然而其修形工艺比“全修形”有明显改善(图5-194)。
加工环面蜗杆时,采用的蜗杆毛坯与刀具的速比i0不同于蜗杆副的传动比i,用这种工艺加工的蜗杆是“修正型”,称变速比修形。
环面蜗杆轮齿修形曲线为提高环面蜗杆副传动质量,定义表明在蜗杆分度曲面上改变蜗杆齿厚量的曲线,称环面蜗杆轮齿修形曲线。该线近似抛物线的二次曲线。齿端修缘对称角即蜗杆入口修缘螺纹长度所对应的蜗轮圆心角。
“变参数修正型”平面包络环面蜗杆属于修正型平面包络环面蜗杆。当用平面产形轮展成加工环面蜗杆时,所采用的中心距a
0与蜗杆副的名义中心距a 、传动比i不同。另外对于直齿平面包络环面蜗杆还普遍采用角修正。用这种改变工艺参数加工出来的平面包络环面蜗杆称“变参数修正型”平面包络环面蜗杆。对于斜齿平面包络环面蜗杆,一般不采用角修正,而采用i0
0a两种修正形式。变速比修形直廓环面蜗杆用变速比修形法加工制造的直廓环面蜗杆。见“变速比修形”。变位异速修形蜗杆用变位异速修形法加工制造的环面蜗杆。见“变位异速修形”。
角修正法向直廓环面蜗杆在用成形车刀加工法向直廓环面蜗杆时,使车刀回转轴线与蜗轮轴线不平行,而呈角度△γ,用这种方法车削加工的环面蜗杆,称角修正法向直廓环面蜗杆。